

The application of niobium alloy and its coating for aerospace applications,
and the development of other aerospace alloy materials are introduced

I. Refractory metals used in engine thrust chamber mainly include tungsten alloy, molybdenum alloy, tantalum alloy, niobium alloy, and their performance advantages and disadvantages are shown in the following table. Among them, niobium alloy has the advantages of lower density than other refractory metals, excellent high temperature strength, good plasticity and weldability, and is one of the most promising refractory metal materials. However, niobium alloy has poor oxidation resistance at high temperature, and "pest" oxidation phenomenon rapidly occurs around 600℃, so it must be coated with antioxidant coating on its surface to meet the requirements of the engine thrust chamber
Item | Advantages | Disadvantages |
W alloy | Excellent high temperature strength, low coefficient of thermal expansion | High density(19.3g/cm3),The plastic brittle transition temperature is high (above room temperature), the machining is difficult, and the oxidation resistance at high temperature is poor |
Mo alloy | Low density(10.2g/cm3),Excellent high temperature creep performance, small thermal expansion coefficient | The plastic and brittle transition temperature is high (above room temperature), the machining is difficult, the welding performance is poor, and "pest" oxidation occurs above 700℃ |
Ta alloy | Excellent high temperature strength, good thermal shock resistance, high creep strength, small thermal expansion coefficient, good plastic toughness | High density(16.68g/cm3),pest oxidation occurs above 500℃ |
Nb alloy | Low density(8.57g/cm3),Excellent high temperature strength, good plasticity, good welding performance. | pest oxidation occurs above 600℃ |
II.Compared with other kinds of superalloys, high temperature niobium alloy has the advantages of low densithigh temperature (600~1600 ℃)
specific strength, good cold and hot forming performance,good welding performance, etc., can be processed to form thin-wall and complex shape parts. Thrust chamber body extensions for attitude control/orbit engines for rocket engines,satellites, spacecraft and missiles are one of the important candidate materials for aerospace structural components.
In aerospace, the most used is niobium and hafnium and niobium tungsten alloy, at present, orbitcontrol/attitude control engine refractory metal materiathrust chamber has formed a "two generation" series of products. Among them, the "first generation" is the most commonly used
Niobium and Hafnium alloy in the United States (i.e. C-103), and the "second generation" is the most commonly used niobium tungsten alloy in Russia, including China (i.e. Nb521).
III.Performance comparison between C-103 and Nb521.
The comparison of physical properties and high temperature tensile properties of the two niobium alloys is shown in the following table.
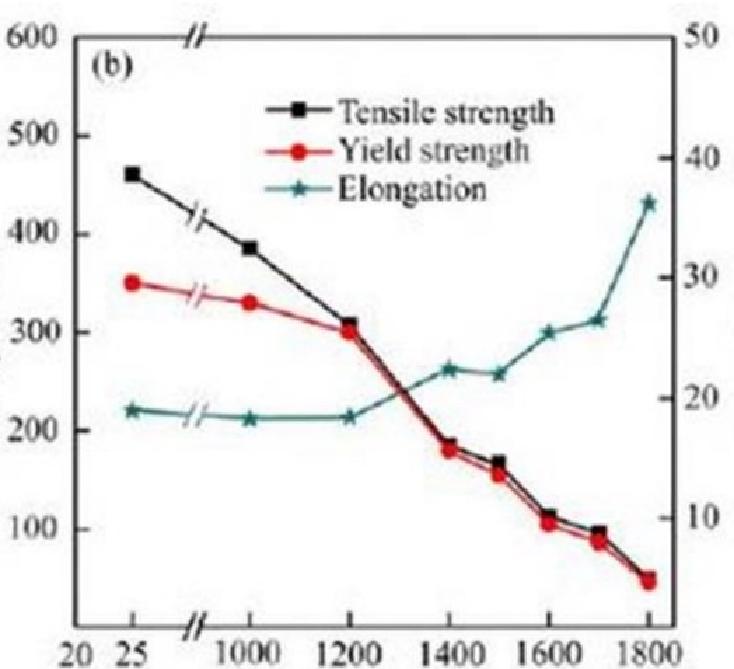
As can be seen from the figure, the high temperature mechanical properties of Nb521 are much higher than C-103 alloy, and its strength is 3 to 4 times that of C-103 alloy at 1600 ° C, and it has been successfully applied to a variety of orbit control/attitude control engines.
Comparison of physical properties of two typical niobium alloys
Alloy | Melting point/℃ | Densit / (g·cm³) | Thermal conductivity / W•( m•K)-1 | Coefticient of thermal expansion/(10-6K-1) | Working temperature/℃ |
C-103 Nb-521 | 2350 2452 | 8.87 9.03 | 41.9 48.7 | 8.10(20-1205℃) 7.40(20-1205℃) | 1100-1450 1370-1650 |
Tensile properties of two niobium alloys :(a)C-103; (b) Nb521
 |  |
Temperature Temperature

It can be seen that Nb521 alloy has better high temperature mechanical properties than C103 alloy, at 1600 ℃, the high temperature strength of Nb521 alloy is 3.4 to 4.5 times that of C103 alloy.
IV. Preparation and application of coating.
Aluminide and silicide coatings are the main research systems for high temperature protective coatings on niobium alloys. Aluminide coating is easy to prepare, but the high temperaturemechanical properties are poor, easy to crack or even peel under thermal shock, and the service
temperature is low (generally lower than 1200℃), short service life, suitable for static load isothermal oxidation environment. Silicide coating
has good thermal stability and self-healing properties, and the use temperature can reach more than 1300℃, which is the most commonly used niobium alloy coating material at present.
Nowadays, the research of niobium alloy and coating materials in the world is mainly concentrated in the United States and Russia.
The most commonly used niobium alloy grade in the United Stateis C103 (Nb-10Hf-1Ti), in addition to SCb291 (Nb-10W-10Ta),
FS-85 (Nb-11W-27.5Ta), etc.,commonly used silicide coating grades are: R512A (Si-20Cr-5Ti), R512E (Si-20Cr-20Fe), etc.
The commonly used niobium alloy in Russia is Nb521 (Nb-5W-2Mo-1Zr), and the commonly used coating is molybdenum silicide (MoSi2) coating.
The preparation technology and application of several coatings are shown in the following table. R512A and R512E coatings developed by the United States adopt slurry sintering method, the preparation process is simple, the production cycle is short, but the service temperature is generally lower than 1400℃, and it has been widely used in spacecraft, space shuttle and other aircraft. The MoSi2 coating developed by Russia adopts a two-step process of vacuum arc deposition and infiltration reaction. The preparation process is complicated and the production cycle is long, but the high-temperature oxidation resistance is better, and the operating temperature can reach more than 1500℃. The prepared engine thrust chamber of various specifications has been widely used in satellites, spacecraft and other aircraft.
Nation | Nb alloy | Coating | Method | Property | Application |
U.S.A | C103
SCb291 | R512A
R512E | Slurry sintering method
Slurry sintering method | 1371℃ 100h
1316℃ >100h | R-4D(490N)、R-1E(110N)、R-6C(22N) engine thrust chambers developed by Kaiser Marquardt are used for attitude control of the lunar module and service module of the Apollo spacecraft
Bell Air developed the 2670, 1330, and 90N Space shuttle attitude control engine |
Russia | Nb521 | MoSi2 | Vacuum arc deposition and infiltration two-step method | 1800℃ 10-20h | Engine thrust chambers of 12, 50, 100, 135, 200 and 400N are applied to satellites such as "Cosmos", "Quantum", "Crystal", "Spectrum", "Nature" and "Diamond", spacecraft such as "Progress", "SoyuT-T" ,"Soyut-TM", and space stations such as "Salyut" and "Peace" |
V.Research and application of precious metal material system
5.1 Pt-Rh alloy
The platinum-rhodium alloy, which has a high melting point, excellent oxidation resistance and good processability, was first used as a thrust chamber material for rail/attitude control engines by Deutsche Aerospace in the 1980s. Due to its excellent high-temperature oxidation resistance, the platinum-rhodium alloy thrust chamber does not need to be sprayed with antioxidant coating, so that the engine overcomes the limit of the life of the antioxidant coating, and the maximum operating temperature of the Pt/Rh (10%) thrust chamber is about 1500℃, which can withstand 69.2h hot spot fire at this temperature.
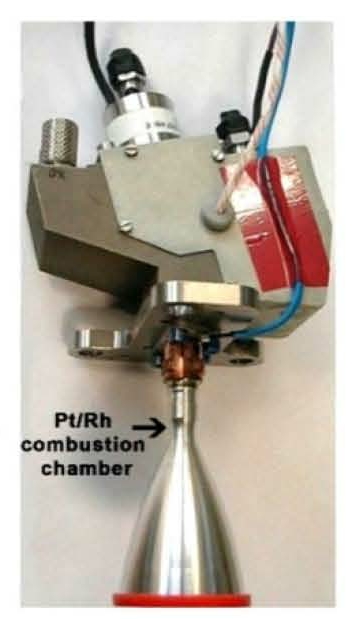
At present, 4 ~ 400N Platinum-Rhodium alloy thrust chambers have been widely used in attitude control and orbit control engines of satellite propulsion systems. Among them, the 10N Platinum-Rhodium alloy thrust chamber (as shown below) has been widely used in CLUSTER Science program satellite, ARTEMIS experimental communication satellite, AMOS communication satellite, ARABSAT communication satellite, SB 3000 satellite, etc. In recent years, the European Space Agency is carrying out the development of 3D printed platinum-rhodium alloy thrust chamber, the developed 10 N platinum-rhodium alloy thrust chamber passed the ignition temperature of 1253℃, the 1920s long combustion, 618 hot spot fire ground test assessment, but there are no reports of model application.
5.2 Iridium/Rhenium materials
In the 1980s, the United States successfully developed an iridium/rhenium engine combustion chamber using CVD technology. Iridium/rhenium combustor uses rhenium as the base material of the combustor and iridium as the oxidation resistant coating. Rhenium has good low temperature plasticity and high melting point (3180 ° C), but above 1000 ° C will occur obvious oxidation reaction, forming volatile rhenium oxide (Re2O7); Iridium has a very low oxygen permeability and no volatile oxides are produced at high temperatures, so iridium has excellent high-temperature oxidation resistance, and iridium has a high melting point (2447℃), which is similar to the linear expansion coefficient of rhenium (Ir: 6.4×10-6/K, Re: 6.63×10-6/K), the matching thermal stress of the two is small, and iridium is one of the ideal high-temperature oxidation resistant coating materials for rhenium. The Iridium/rhenium thrust chamber eliminates liquid film cooling and uses only radiation cooling, which significantly improves engine performance and saves a lot of fuel.
The forming methods of the Iridium/rhenium thrust chamber include chemical vapor deposition (CVD) technology, powder metallurgy (PM) molten salt electroforming (ED) technology, vacuum plasma injection (VPS) technology, etc.
The forming process of CVD method is: (a) machining molybdenum core die; (b) Iridium acetoacetone as precursor, O2, H2 as active gas,
heated to 800℃ above, chemical decomposition to form iridium layer, thickness of up to 100μm or more, dense structure, uniform thickness;
(c) Rhenium chloride (ReCl5) as a precursor, direct pyrolysis at high temperatures to produce Rhenium or hydrogen reduction to produce rhenium,
purity up to 99.99%, density up to 99.5%, thickness up to millimeters; (d) After vacuum cooling, molybdenum mandrel is dissolved by chemical corrosion method.
The forming process of "PM ED" method is: (e) high purity rhenium powder is pressed and fired to form rhenium rough ingot with a density
of 95% ~ 97%; (f) Rhenium rough ingot by hot isostatic pressing net-near forming rhenium structural parts, by EDM and grinding to form
Rhenium structural finished parts, the density can reach more than 99%, the thickness can reach more than 3 mm; (g) The rhenium structure
is immersed in the molten salt plating bath as the cathode, and the iridium coating is deposited on the inner surface of the rhenium structure,
the thickness of which can reach 100μm; (h) Plasma spraying of hafnium oxide with high radiationcoefficient on the outer surface of
rhenium structural parts enhances heat transfer efficiency.
The US Ultramet company has developed 22, 62, 445 N Iridium/rhenium thrust chambers by CVD method. Compared with the niobium alloy thrust chamber, its life is increased to dozens of hours, the limit temperature is 2204℃, and the specific impulse is increased by 10 ~ 25 s.
Kaiser Marquardt uses the iridium/rhenium combustion chamber prepared by Ultramet to develop the R-4D-14 445 N apogean bicomponent liquid
rocket engine, which has a maximum operating temperature of 2200℃, a specific shock of up to (322.2±2) s, and a life of more than 30,000 s.
In 1999 and 2000,it was applied to the 601HP and 702 satellite propulsion systems manufactured by Hughes.
TRW is committed to low-cost manufacturing of iridium/rhenium combustors. In the TR-312-100 MNand TR-312-100 YN engines, iridium/rhenium combustors are prepared using PM ED technology, and Rhodium coating is deposited on the iridium layer on the surface of the combustion chamber toimprove oxidation resistance. The hafnium oxide coating is deposited on the iridium layer on thesurface of the combustion outside
to obtain higher thermal radiation.Using N2O4/MMH or N2O4/N2H4 as propellants, the vacuum specific impulse obtained is 325 s and 330 s, respectively.
In recent years, Aerojet has developed 320 ~ 935N Iridium/rhenium thrust chambers with a maximum vacuum specific impulse of 333.5s by using ED method. Among them, the vacuum specific impulse of the 627N thrust chamber is 333 s, which has passed the thermal test test under the working temperature of 2160℃, 2700 s long combustion, 89 hot spot fires, and accumulative working time of 9 138 s.
VI. Research and application of composite material system
6.1 Ceramic matrix composites
Ceramic matrix composite material applied to the thrust chamber of rail/attitude control engine has the advantages of: (i) light weight, which is more than 50%
less than that of metal nozzle; (j) Theuse of high temperature, the highest working temperature can reach 1800℃ or more.
Ceramicmatrix composites for thrust chamber mainly include C/SiC and SiC/SiC. Among them, the thermal stability of C/SiC composites
is better than that of SiC/SiC composites, and the oxidation resistanceof SiC/SiC composites is better.
At present, the main preparation technologies of ceramic matrix composite thrust chamber are: chemical vapor penetration method (CVI),
liquid phase silicon impregnation method (LSI), liquid phase polymer impregnation technology (LPI), precursor impregnation cracking method (PIP), and so on.
Its maximum operating temperature can reach more than 1700℃, but due to the ablation and oxidation problems of composite materials,
it can only meet the short-term high temperature work. The key to solve the problem is to develop a high temperature anti-oxidation
coating with high interface matching with ceramic matrix composites.
6.2 Iridium coating - rhenium matrix -C/C support structure (Iridium/rhenium /C-C) material The density of C/C composites is only 1.8g /cm3,
and the mechanical properties of C/C composites increase with the increase of temperature. It still has high structural strength
under the inert atmosphereof 2800℃, but the poor oxidation resistance at high temperature seriously limits its performance
potential. Iridium/rhenium /C-C thrust chamber, thin-walled plastic iridium/rhenium material as the inner layer, C-C instead of rhenium as the support structure, the average density is less than 3 g/cm3.The iridium/rhenium /C-C thrust chamber combines the good high
temperature strength,
long life andexcellent oxidation resistance of iridium/rhenium with the characteristics of low density, high temperature
and high strength of C/C composite materials, which solves the problem of air tightness of C/C materialsat high temperature, and at the same time, the high temperature strength of C/C materials can also beexerted. Based on the proven iridium/rhenium thrust chamber,
excellent overall performance and costreduction have been achieved.
The iridium/rhenium /C-C thrust chamber is manufactured in a similar way to the iridium/rhenium thrust chamber, and the basic process is:
First, the iridium/rhenium inner shell is prepared on the core mold with thrust interior wall shape, then the carbon fiber preform is
woven on the surface of the rhenium layer, the C-C composite is densified by CVI, PIP, etc., then the ceramic coating or other
coatings are prepared on the outer surface of the C-C composite, and finally the Iridium/rhenium /C-C
thrust chamber can be obtained by removing the core mold.
American Ultramet company has successfully developed an iridium/rhenium /C-C combustion chamber. In 1995, the Iridium/rhenium /C-C combustion chamber (iridium/rhenium layer thickness of 0.635 mm, C-C layer thickness of 2.03 mm) was carried out hot test, a total of 12 fires,
the cumulative duration of 622 s. At present, there are no reports on the application of iridium/rhenium /C-C thrust chamber models.
In order to meet the performance requirements of aerospace engines such as long life, high reliability, high specific impulse and lightweight, the engine thrust chamber materials need to be further developed in the direction of higher service temperature, longer service life and lightweight.
- Niobium alloy substrate coated silicide coating material system has been mature application, high reliability. At present, it is necessary to
further develop light niobium alloy to reduce the mass of thrust chamber. At the same time, high temperature special protective coatings
with highertemperature resistance and longer service life (such as modified molybdenum silicide composite coating) are developed to improve the service temperature.
-Iridium/rhenium materials need further engineering application research to solve the problem of high temperature mechanical properties
of powder metallurgy rhenium substrates; At the same time, the performance stability and reliability of iridium coating are further improved,
and the application of iridium coating on the engine with high specific impulse and long-term stability and
reliability is realized at the service temperature above 2000℃.
-Because of its light weight and excellent mechanical properties at high temperature, composite materials are the key development direction of
future high-performance aerospace engine thrust chamber materials. The key to the development of long life and high
reliability ceramic matrixcomposite thrust chamber is to study the oxidation resistance coating with high interface matchingwith ceramic matrix
composite material, optimize the application and preparation process, andfurther improve the reliability and maturity.
The application of iridium/rhenium /C-C thrust chamber in high-performance aerospace engines is expected to be accelerated by optimizing the
preparationprocess of iridium/rhenium /C-C thrust chamber, rationally designing the connection process betweenthe body and the head of the thrust chamber, and studying the anti-oxidation coating with high interface matching with C-C material.
-

Update of ISO 9001:2015 Certificate
2026-04-11 -
GRCop-42/C18150 in Rocket Thrust Chambers: Material Science and Engineering Perspective
2026-04-20 -

The properties of Sn–Zn–Al–La fusible alloy for mitigation devices of solid propellant rocket motors
2025-06-09 -

Introduction of Niobium Tungsten alloy materials
2025-01-09 -
Boron nitride coating
2024-10-31 -
Scientists from the United States, Japan and South Korea have discovered five new isotopes
2024-10-10 -

Porous tantalum materials for surgical implants
2024-05-29 -

The application of niobium alloy and its coating for aerospace applications, and the development of other aerospace alloy materials are introduced
2024-05-13 -

Superconducting applications of Niobium
2024-05-07 -

Method for determination of niobium content in Ti45Nb alloy
2023-09-14 -

ISO 9001:2015 Certificate
2023-04-09 -
Niobium sheet with wide width barrier layer for superconducting wire
2022-12-29 -

Method of producing superconducting niobium pipe
2022-12-30
