航天用铌合金及其涂层应用,以及其他航天合金材料的发展介绍

一.发动机推力室使用的难熔金属主要包括钨合金、钼合金、钽合金、铌合金,其性能优缺点见下表。其中,铌合金具有低于其他难熔金属的密度、优异的高温强度、良好的塑性和焊接性能等优点,是最具发展潜力的难熔金属材料之一。但铌合金高温抗氧化能力差,600℃左右就迅速发生“pest”氧化现象,因此必须在其表面涂覆抗氧化涂层,来满足发动机推力室使用要求
合金 | 优点 | 缺点 |
钨合金 | 优异的高温强度,热膨胀系数小 | 密度大(19.3g/cm3),塑脆转变温度高(室温以上),机加工难度大,高温抗氧化能力差 |
钼合金 | 密度较低(10.2g/cm3),优异的高温蠕变性能,热膨胀系数小 | 塑脆转变温度高(室温以上),机加工难度大,焊接性能差,700℃以上发生“pest”氧化 |
钽合金 | 优异的高温强度,抗热震性能好,蠕变强度高,热膨胀系数小,塑韧性良好 | 密度大(16.68g/cm3),500℃以上发生“pest”氧化 |
铌合金 | 密度小(8.57g/cm3),优异的高温强度,良好的塑性,良好的焊接性能。 | 600℃以上发生“pest”氧化 |
二.与其他种类的高温合金相比,高温铌合金具有密度低、高温(600~1600 ℃)比强度高、冷热成形性能优良、焊接性能好等优点,可以加工成形薄壁和复杂形状的零件,用来制造火箭发动机、卫星、宇宙飞船和导弹的姿态控制/轨道控制发动机的推力室身部延伸段等部件,是航天结构件的重要候选材料之一。
在航天方面,使用最多的是铌铪和铌钨合金,目前,轨道控制/姿态控制发动机难熔金属材料推力室已形成了“两代”系列产品。其中“第一代”是美国最常用的铌铪合金(即C-103),“第二代”是俄罗斯包括中国最常用的铌钨合金(即Nb521)。
三.C-103 和Nb521的性能对比。
两种铌合金的物理性能,和高温拉伸性能对比如下表所示。
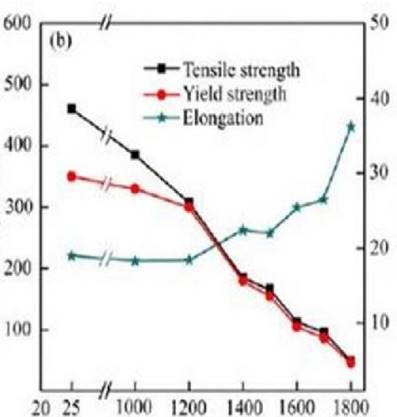
从图中可以看出,Nb521 的高温力学性能远高于C-103 合金,在1600 ℃下其强度是C-103合金的3~4倍,并被成功应用于多种轨道控制/姿态控制型号发动机。
两种典型铌合金的物理性能对比
Alloy | Melting point/℃ | Densit / (g·cm³) | Thermal conductivity / W•( m•K)-1 | Coefticient of thermal expansion/(10-6K-1) | Working temperature/℃ |
C-103 Nb-521 | 2350 2452 | 8.87 9.03 | 41.9 48.7 | 8.10(20-1205℃) 7.40(20-1205℃) | 1100-1450 1370-1650 |
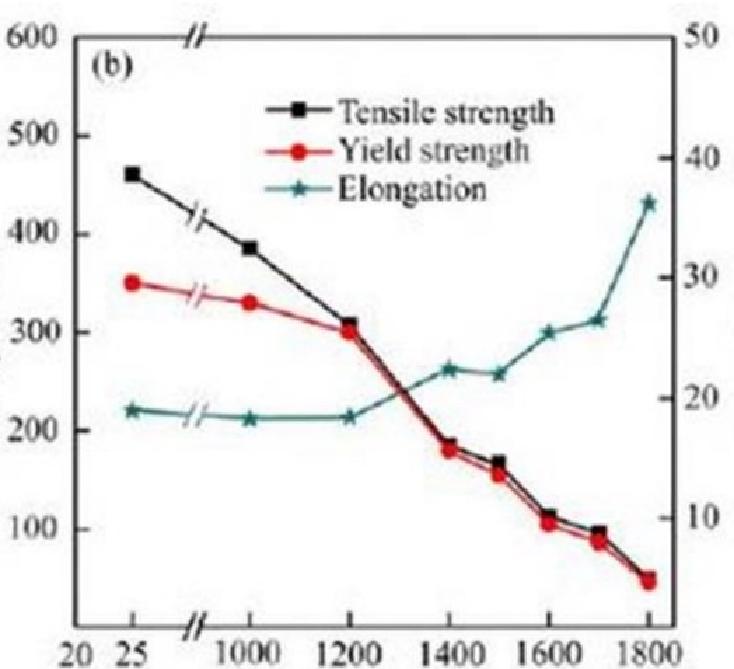
两种铌合金的拉伸性能:(a)C-103;(b)Nb521
 |  |
 温 度 温 度
温 度 温 度
可以看出Nb521合金比C103合金具有更优异的高温力学性能,在1600 ℃下,Nb521合金的高温强度是C103合金的3.4~4.5倍。
四.涂层的制备及应用。
铝化物和硅化物涂层是铌合金高温防护涂层的主要研究体系。铝化物涂层制备容易,但高温力学性能差,热冲击下容易开裂甚至剥落,且服役温度低(一般低于1200℃),使用寿命短,适用于静载等温氧化环境。硅化物涂层具有良好的热稳定性和自愈合性能,使用温度可达1300℃以上,是目前最常用的铌合金涂层材料。
当今世界对铌合金与涂层材料的研究主要集中在美国和俄罗斯。美国最常用的铌合金牌号是C103(Nb-10Hf-1Ti),此外SCb291(Nb-10W-10Ta)、FS-85 (Nb-11W-27.5Ta)等也较为常见,常用的硅化物涂层牌号有:R512A(Si-20Cr-5Ti)、R512E(Si-20Cr-20Fe)等。俄罗斯常用的铌合金是Nb521(Nb-5W-2Mo-1Zr)、常用的涂层为硅化钼(MoSi2)涂层。
几种涂层的制备技术与应用见下表。美国研制的R512A与R512E涂层采用料浆烧结法,制备工艺简单,生产周期短,但服役温度一般低于1400℃,目前已在飞船、航天飞机等飞行器上得到了广泛应用。俄罗斯研制的MoSi2涂层采用真空电弧沉积与包渗反应两步法,制备工艺较复杂,生产周期长,但高温抗氧化性能更优,使用温度可达1500℃以上,制备的多种规格发动机推力室已在卫星、飞船等飞行器上得到了广泛应用。
国家 | 铌合金 | 涂层 | 制备技术 | 性能 | 应用 |
美国 | C103
SCb291 | R512A
R512E | 料浆烧结法
料浆烧结法 | 1371℃ 100h
1316℃ 100h以上 | Kaiser Marquardt研制的R-4D(490N)、R-1E(110N)、R-6C(22N)发动机推力室,应用于“阿波罗”飞船登月舱和服务舱的姿态控制
贝尔航空公司研制了2670、1330、90N航天飞机姿态控制发动机 |
俄罗斯 | Nb521 | MoSi2 | 真空电弧沉积与包渗两步法 | 1800℃ 10-20h | 12、50、100、135、200、400N的发动机推力室,应用在 “宇宙”,“量子”,“晶体”、“光谱”、“自然”、“金刚石”等卫星,“进步”、“联盟-T”、“联盟-TM”等飞船,“礼炮”、“和平”等空间站上 |
五.贵金属材料体系研究与应用
5.1 铂-铑合金
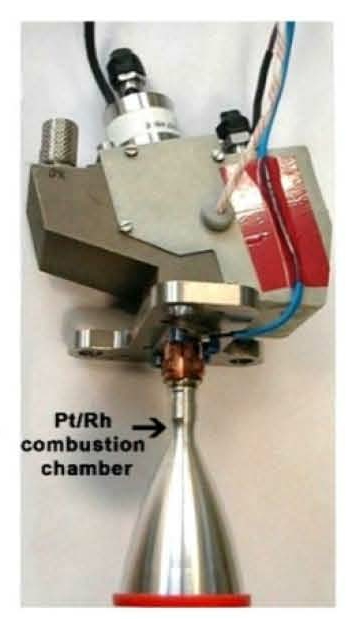
铂-铑合金具有较高的熔点、优异的抗氧化性能、良好的加工性能等特点,于20世纪80年代被德国宇航公司(Deutsche Aerospace)首次用作轨/姿控发动机推力室材料。因其优异的高温抗氧化性能,铂-铑合金推力室不需要喷涂抗氧化涂层,从而使发动机克服了抗氧化涂层寿命的限制,Pt/Rh(10%)推力室最高使用温度约为1500℃,在此温度下可承受69.2h热点火。
目前,4~400 N多种规格的铂-铑合金推力室已广泛应用于卫星推进系统的姿控、轨控发动机上。其中,10 N铂-铑合金推力室(如下图),已在CLUSTER科学计划卫星、ARTEMIS实验通信卫星、AMOS通信卫星、ARABSAT通信卫星、SB 3000卫星等得到了广泛应用。近年来,欧洲航天局正在开展3D打印铂-铑合金推力室的研制工作,研制的10 N铂-铑合金推力室通过了点火温度1253℃,1920s长时燃烧,618次热点火的地面试车考核,但未有型号应用的相关报道。
5.2 铱/铼材料
20世纪80年代,美国采用CVD技术成功研制了铱/铼发动机燃烧室。铱/铼燃烧室以铼作为燃烧室的基体材料,铱作为抗氧化涂层。铼的低温塑性较好、熔点高(3180℃),但1000℃以上便会发生明显的氧化反应,形成挥发性氧化铼(Re2O7);铱具有很低的氧渗透率,在高温下无挥发性氧化物产生,因此铱具有优异的高温抗氧化性能,且铱熔点较高(2447℃),与铼线胀系数相近
(Ir:6.4×10-6/K,Re:6.63×10-6/K),二者匹配热应力较小,铱是铼理想的高温抗氧化涂层材料之一。铱/铼推力室取消了液膜冷却,仅采用辐射冷却,发动机的性能明显提高,同时节省了大量的燃料。
铱/铼推力室的成形方法有:化学气相沉积(CVD)技术、粉末冶金(PM) 熔盐电铸(ED)技术、
真空等离子喷射(VPS)技术等。
CVD法的成形工序为:(1)机加工钼芯模;(2)以乙酰丙酮铱为前驱体,O2、H2为活性气体,加热至800℃以上,化学分解形成铱层,厚度可达100μm以上,结构致密、厚度均匀;(3)以氯化铼(ReCl5)为前驱体,在高温下直接热解产生铼或氢气还原产生铼,纯度可达99.99%以上,致密度达到99.5%以上,厚度可达毫米级;(4)真空冷却后,用化学腐蚀法溶解钼芯模。
“PM ED”法的成形工序为:(1)高纯铼粉经压制、烧结成致密度为95%~97%的铼毛坯锭;(2)铼毛坯锭经热等静压净近成形铼结构件,经电火花加工和打磨成形铼结构成品件,致密度可达99%以上,厚度可达3 mm以上;(3)将铼结构件浸入熔融盐电镀槽中作阴极,在铼结构件内表面沉积铱涂层,厚度可达100μm;(4)在铼结构件外表面等离子喷涂高辐射系数的氧化铪,加强换热效率。
美国Ultramet公司用CVD法研制了22、62、445 N铱/铼推力室。与铌合金推力室相比,其寿命增至几十个小时,使用极限温度为2204℃,比冲提高了 10~25 s。Kaiser Marquardt公司采用Ultramet公司制备的铱/铼燃烧室,研制的R-4D-14 445 N远地点双组元液体火箭发动机,工作最高温度为2200℃,比冲高达(322.2±2)s,寿命超过30,000 s,于1999年、2000年先后应用于Hughes公司制造的601HP和702卫星推进系统上。
美国TRW公司致力于低成本制造铱/铼燃烧室,在研的TR-312-100 MN和TR-312-100 YN发动机,采用PM ED技术制备铱/铼燃烧室,在燃烧室内表面铱层上电镀沉积铑涂层,以提高抗氧化性能;在燃烧室外表面铱层上沉积氧化铪涂层以期获得更高的热辐射性。发动机采用N2O4/MMH或N2O4/N2H4为推进剂,获得的真空比冲分别达325和330 s。
近年来,Aerojet公司采用ED法研制了320~935 N多种规格的铱/铼推力室,最高真空比冲达333.5 s。其中,627 N推力室真空比冲为333 s,通过了2160℃工作温度下,2700 s长时燃烧,89次热点火,累计工作时间9 138 s的热试车考核。
六. 复合材料体系研究与应用
6.1 陶瓷基复合材料
陶瓷基复合材料应用于轨/姿控发动机推力室,其突出优点在于:(1)质量轻,比金属喷管质量减轻50%以上;(2)使用温度高,最高工作温度可达1800℃以上。推力室用陶瓷基复合材料主要包括C/SiC、SiC/SiC两种。其中,C/SiC复合材料的热稳定性能优于SiC/SiC复合材料,而SiC/SiC复合材料的抗氧化性能更优。
目前,陶瓷基复合材料推力室主要的制备技术有:化学气相渗透法(CVI)、液相硅浸渍法(LSI)、液相聚合物浸透技术(LPI)、先驱体浸渍裂解法(PIP)等,其最高工作温度可达
1700℃以上,但由于复合材料存在烧蚀与氧化问题,目前只能满足短时高温工作。研制与陶瓷基复合材料高界面匹配的高温抗氧化涂层是解决问题的关键。
6.2 铱涂层-铼基体-C/C支承结构(铱/铼/C-C)材料
C/C复合材料密度仅为1.8 g/cm3,力学性能随温度的升高呈上升趋势,在2800℃惰性气氛下仍有较高的结构强度,但高温抗氧化性能差严重限制了其性能潜力的发挥。铱/铼/C-C推力室,以薄壁的塑性铱/铼材料为内层,C-C代替铼作支承结构,平均密度小于3 g/cm3。铱/铼/C-C推力室综合了铱/铼良好的高温强度、长寿命、优异的抗氧化性能以及C/C复合材料的低密度、高温、高强的特点,解决了C/C材料高温下的气密性问题,同时C/C材料的高温强度也得以发挥,在已得到验证的铱/铼推力室基础上获得了优异的综合性能,并降低了成本。
铱/铼/C-C推力室的制造方法与铱/铼推力室的制造方法类似,其基本过程为:首先在具有推力室内壁形状的芯模上制备铱/铼内壳,然后在铼层表面编织碳纤维预制体,通过CVI、PIP等方法增密制备C-C复合材料,接着在C-C复合材料外表面制备陶瓷涂层或其他涂层,最后去除芯模便可得到铱/铼/C-C推力室。
美国Ultramet公司已成功研制出铱/铼/C-C燃烧室。1995年对铱/铼/C-C燃烧室(铱/铼层厚为0.635 mm,C-C层厚为2.03 mm)进行了热试车,共进行了12次点火,累计历时622 s。目前尚未见铱/铼/C-C推力室型号应用的相关报道。
为了适应航天发动机长寿命、高可靠、高比冲、轻质化等性能需求,发动机推力室材料需进一步向更高服役温度、更长使用寿命、轻质化方向发展。
(1)铌合金基材涂覆硅化物涂层材料体系已成熟应用,可靠性高。目前,需进一步研制轻质化铌合金,减轻推力室质量;同时,研制耐温更高、使用寿命更长的高温特种防护涂层(如改性的硅化钼复合涂层),提高服役温度。
(2)铱/铼材料需进一步进行工程化应用研究,解决粉末冶金铼基材的高温力学性能问题;同时,进一步提高铱涂层性能稳定性和可靠性,实现在服役温度2000℃以上,高比冲、长时稳定可靠的发动机上的应用。
(3)复合材料因其质量轻、高温力学性能优异,是未来高性能航天发动机推力室材料的重点发展方向。研究与陶瓷基复合材料高界面匹配的抗氧化涂层,优化应用制备工艺,进一步提升可靠性和成熟度,是发展长寿命、高可靠陶瓷基复合材料推力室的关键;优化铱/铼/C-C推力室的应用制备工艺,合理设计推力室身部与头部连接工艺,研究与C-C材料高界面匹配的抗氧化涂层,有望加快铱/铼/C-C推力室在高性能航天发动机上的应用。